

پروفیل فولادی یکی از مواد اولیه بسیاری از سازههای ساختمانی، صنعتی و حتی مصنوعات هنری است. این مقطع فولادی، یک طول معین دارد که همان طول شاخه پروفیل به شمار میرود. در تمام این طول، سطح مقطع پروفیل چه از نظر ابعاد و چه از نظر شکل یکسان است. پروفیلها به دو دسته باز و بسته و همچنین سه دسته سبک، نیمه سنگین و سنگین تقسیم میشوند. برخی اوقات و به دلایل مختلف، لازم است پروفیل در برخی قسمتها خم شود. خم کاری پروفیل به دو روش دستی و ماشینی و براساس محاسبات مشخصی انجام میشود. در این مقاله، با روشهای خمکاری پروفیل و محاسبات مربوط به آن آشنا خواهیم شد.
آموزش خمکاری پروفیل آهن
اولین نکته که در خمکاری پروفیل آهن باید به آن توجه داشته باشیم، تناسب روش خمکاری با ضخامت پروفیل است. خمکاری به دو صورت انجام میشود: روش دستی و روش ماشینی. نوع و ابعاد یک پروفیل در انتخاب روش خمکاری آن نقش دارند. روش دستی، بیشتر مناسب پروفیلهایی مانند پروفیلهای سبک (مبلی) است که ضخامتی کمتر از دو میلیمتر دارند. برای پروفیلهای سنگین، استفاده از دستگاه خمکاری پروفیل عاقلانهتر است.
برای خمکاری انواع پروفیل، باید نوع و ابعاد پروفیل، شکل نهایی و پارامترهای خم را بدانیم. پارامترهای خم و نحوه محاسبه آنها در محاسبه خم پروفیل همین مقاله بیان شدهاند. البته محاسبه دستی این پارامترها، وقتگیر است. نرمافزارهایی برای این محاسبات ساخته شدهاند که میتوانید از آنها استفاده کنید.
بعد از انتخاب نوع و محاسبه پارامترهای خم و نحوه قوس دادن پروفیل، با استفاده از ابزارهایی مثل سنبه، قالب خم و آچار F (آچار گوساله) میتوان با روش دستی خم موردنظر را در پروفیل ایجاد کرد (توضیح کامل در بخش خم کاری دستی پروفیل همین مقاله). اگر قرار است از دستگاه خمکاری پروفیل آهنی استفاده کنید، باید بر اساس کاتالوگ دستگاه، غلتکهای خم موردنظر خود را انتخاب نمایید. سپس قطعه را در محل مخصوص روی دستگاه بگذارید. با زدن دکمه روشن، دستگاه عملیات خمکاری را شروع میکند.
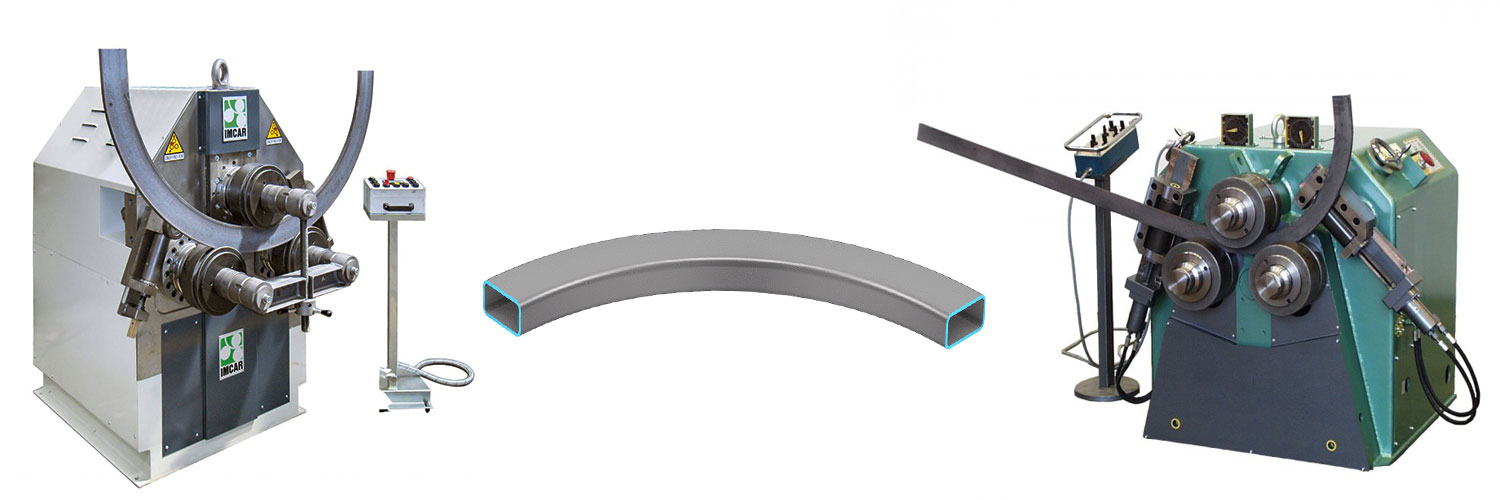
دستگاه خمکاری پروفیل
پروفیلهای سنگین به دلیل ضخامت بالایی که دارند، به سختی و با صرف نیروی مکانیکی بسیار زیاد یا چند مرحله حرارت خم میشوند. برای این نوع پروفیلها، از میان روشهای خمکاری پروفیل از روش ماشینی استفاده میشود. نیروی مکانیکی که توسط ماشین خمکاری تولید میشود، چند صد برابر نیرویی بوده که یک انسان قدرتمند قادر به تولید آن است. با دستگاه خمکاری به راحتی میتوان یک پروفیل ضخیم و سنگین را خم کرد. دستگاههای خمکاری پروفیل آلومینیوم و آهن به دو دسته تقسیم میشوند: دستگاه خمکاری دستی و دستگاه خمکاری برقی.

انواع روشهای خمکاری پروفیل
به طورکلی خمکاری پروفیل به دوصورت دستی و برقی انجام میشود. در ادامه به بررسی هریک از روشهای ذکر شده و مزایا و معایب آنها خواهیم پرداخت.
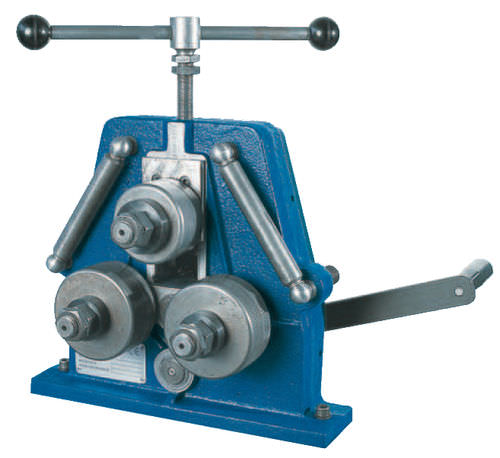
دستگاه خمکاری دستی پروفیل
دستگاه خمکاری دستی از سه بخش اصلی قطعهگیر ثابت، قطعهگیر متحرک و فک متحرک تشکیل شده است. برای خمکاری با این دستگاه، قطعه روی قطعه گیر ثابت قرار میگیرد و قطعه گیر متحرک با پیچ و مهره برای قطعه ثابت میشود. سپس، فک متحرک از پائین و حول محور مشخص به سمت بالا حرکت میکند و خم ایجاد میشود. همه جایگذاریها و حرکت فک، با فرمان مخصوص توسط اپراتور دستگاه انجام میشود. این نوع دستگاه، به دلیل استفاده از نیروی انسانی، قادر به خم کردن هر ضخامت، متریال یا طولی نیست.
دستگاه خمکاری برقی پروفیل
در دستگاه خمکاری پروفیل برقی، محدودیت برای زاویه خم، فرم خم، طول خم و ضخامت قطعه بسیار کمتر است. محبوبترین دستگاههای خم برقی در ایران، پرس بریکهای نوع NC و CNC هستند. هر دستگاه چندین غلتک خم دارد که بر اساس کاتالوگ و با توجه به پارامترهای خم انتخاب میشوند. رایجترین نوع خمکاری دستگاهی برای پروفیلها، نوع سه غلتکی است. معمولاً دو غلتک ثابت و یک غلتک متحرک است. فاصله آنها از هم را میتوان متناسب با زاویه و شعاع خم تنظیم کرد.
برای خمکاری با دستگاه برقی، ابتدا غلتک متناسب با شکل پروفیل انتخاب شده و در جای خود روی دستگاه نصب میشود. سپس فاصله بین غلتکها براساس شعاع خم تنظیم میشود. در مرحله بعد، پروفیل در شیار غلتک اول قرار میگیرد و دستگاه روشن میشود.
خمکاری پروفیل دستی
در این مورد از روش های خمکاری پروفیل از نیروی مکانیکی اعمال شده توسط یک نفر همراه با قالب خم و ابزارهای کمکی مانند سنبه و آچار F، برای خم کردن پروفیل استفاده میشود. برخی اوقات ضخامت پروفیل آن قدر زیاد است که نیروی مکانیکی اعمالی توسط فرد، قدرت خم کردن آن را ندارد. در این صورت میتوان با حرارت دادن و نرم کردن قطعه، به خم شدن آن کمک کرد.
روشهای خمکاری پروفیل دستی انواع مختلفی دارند. مثلاً در یک روش، قطعه را با گیره ثابت نگه میدارند و با استفاده از سنبه یا چکش، زاویه خم را ایجاد میکنند. در یک روش دیگر، قطعه را دور قالب خم قرار میدهند و دو طرف آن را با استفاده از آچار F میکشند تا قطعه دور قالب، خم شود. ابزارهایی مانند خم کن دستی، مدرج هم هستند. قطعه بین دو لبه آن قرار داده میشود و زاویه خم با استفاده از قسمت مدرج مشخص میشود. با فشار دادن اهرمها، پروفیل از محلی که وسط خم کن قرار داده شده است، خم میشود.
زمانی که شعاع خم کم است، پروفیل دچار چینخوردگی میشود. در این حالت، میتوان با گرما و چکشکاری ناحیه این چروکیدگی را برطرف کرد. یک روش دیگر برای از بین بردن این مشکل، تکنیک فاقبری است که برای قوطیها بیشتر کاربرد دارد.
محاسبات خمکاری پروفیل
برای محاسبه خم پروفیل، به طول اولیه خم و پارامترهای خم نیاز داریم که عباراتند از:
- شعاع (R): مقدار خمیدگی و انحنای ناحیه خم را مشخص میکند که با توجه به طرح و شکل نهایی پروفیل مشخص میشود. مقدار آن برابر با شعاع بیرون قالب یا غلتک است.
- زاویه (Ɵ): زاویه خمیدگی نهایی بیرونی
- مرکز ثقل (G): برای محاسبه طول اولیه به این پارامتر نیاز داریم.
- طول اولیه (L): طول پروفیل موردنیاز برای خم کردن
شیوه محاسبه طول اولیه در انواع پروفیل، مشابه ورق فلزی است، ولی یک تفاوت دارد. به جای فاصله تا تار خنثی (K-factor)، باید فاصله تا مرکز ثقل محاسبه شود. فرمول طول اولیه برای همه مقاطع به صورت زیر است:
طول اولیه = فاصله لبه تا مرکز ثقل 1 + میزان مجاز خم + فاصله لبه تا مرکز ثقل 2
برای محاسبه BA به ضخامت ورق (T)، زاویه خم (Ɵ)، شعاع داخلی (R) و ضریب K نیاز داریم. فرمول زیر برای محاسبه BA بهکار برده می شود:
خمکاری قوطی پروفیل
در اکثر مواقع، قوطی پروفیل شعاع خم پائینی دارد. بنابراین در میان انواع روشهای خمکاری پروفیل upvc و آهنی بهترین روش برای آنها، فاق بری است. برای فاقبری باید با استفاده از فرمول آن (α = 180 – β)، زاویه فاق به دست آید. در این فرمول، α ضریب فاق و β زاویه خم بیرونی هستند. اگر ضخامت قوطی نازک باشد، یک قطعه مثلثی و اگر ضخامت آن زیاد بود، یک قطعه ذوزنقهای شکل از وسط طول اولیه بیرون آورده میشود. سپس، پروفیل قوطی را با روش دستی یا ماشینی خم میکنند. بعد از اتمام خمکاری، دو لبه بریده شده به هم جوش داده میشوند.